關于我們about us
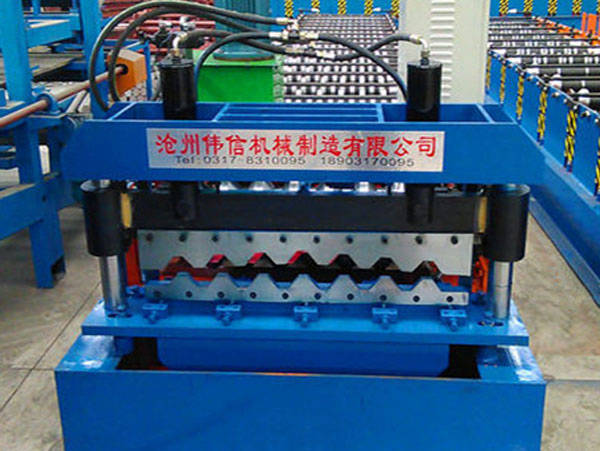
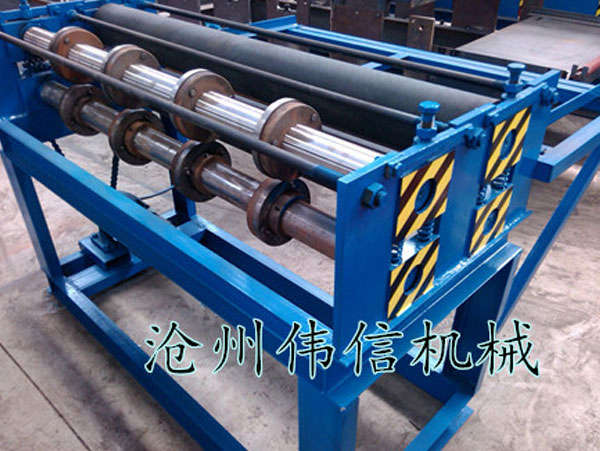
滄州偉信機械制造有限公司是生產壓瓦機的專業(yè)生產廠家,多年來一直從事鋼結構及壓瓦機設備的設計��、研發(fā)和生產�。同時又致力于對各種新品的研制和開發(fā),在設計���、研發(fā)��、生產����、營銷�����、售后服務中擁有一支專業(yè)化的團隊�����,雄厚的技術力量�,強大的研發(fā)能力和先進的生產加工設備��。C型鋼機���,彩鋼設備產品以高精度���,加工消耗低等特點��,完善的售后服務體系��,使我們的產品得到了廣大國內�、外客戶的一致好評�����。
滄 ...